集成铝结构件自动打磨
集成大型航空铝构件,在经过五轴加工中心进行铣切加工后,需对加工件的边缘,方形沉孔的下边缘四周的不平整处进行打磨处理,以消除应力及锋利部分,面差范围在0.05--0.1mm之间。
|
|
|
集成大型航空铝构件,在经过五轴加工中心进行铣切加工后,需对加工件的边缘,方形沉孔的下边缘四周的不平整处进行打磨处理,以消除应力及锋利部分,面差范围在0.05——0.1mm之间; 现由人工用风动角磨机夹柱状物外裹砂纸进行修磨,存在效率低、作业环境差,劳动强度高的现状,用户需要自动化设备以替代人工完成以上工作;  1.1 系统组成需配备: 1.1.1 工件定位作业台,将工件定位固定,可利用工件自身的工艺孔,在台面设置定位销的方式进行定位; 1.1.2 机器人工作站,选择臂长能满足工艺要求的机器人本体,配备具备自动工件识别的控制系统; 1.1.3 磨头,自带压力传感器的压力磨头组件; 1.1.4 除尘系统,选择标准的除尘系统组件,除尘管路采用软管结构沿机器人结构固定,与机器人随动,吸尘头靠近于磨头,可最大量的吸除粉尘,要比现在的环境好的多 1.2 打磨系统的工作流程 1.2.1 把需要打磨的工件放到工作台上固定; 1.2.2 第一件通过示教的方式将工作流程进行人工示教并将示教程序储存于机器人系统; 1.2.3 作业时由自动识别系统或人工通过人机界面选择工件型号,调出示教程序,按确认按钮后,机器人自动进行打磨工作; 1.2.4 在打磨机器人的磨头处装有磨头检测装置,一旦磨头折断或磨损严重,打磨机器人会去磨头更换处更换磨头,然后去检测处检测,检测完后,系统会自动修正打磨位置; 1.2.5 每打磨一段时间后,机器人自动回到换磨头处,由人工更换磨头,然后给打磨机器人发指令,机器人接着未完成的工作继续执行。 在打磨的工程中,上吸风口一直工作,吸取细小的铝粉尘,通过吸风管道,输送到除尘设备进行除尘; 整套系统采用独立的密闭房间,在房间中设有铝粉浓度指标,超过指标会采用喷雾等方式进行稀释。 2、 系统框图 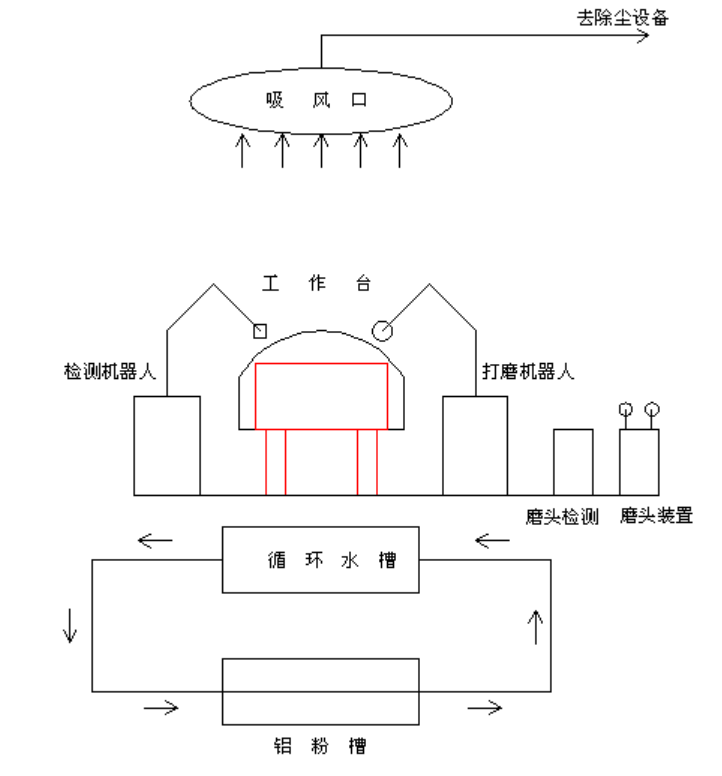 |
